序号名称规格尺寸特点1大水口模200×200mm该模具成型塑件表面有进胶口位置,允许修剪,且单独水口能均匀进胶,如零件后壳。具有顶出面积大,产品质量稳定、效率高,适合大批量生产的塑件,是目前最普通的模
序号 | 名称 | 规格尺寸 | 特点 |
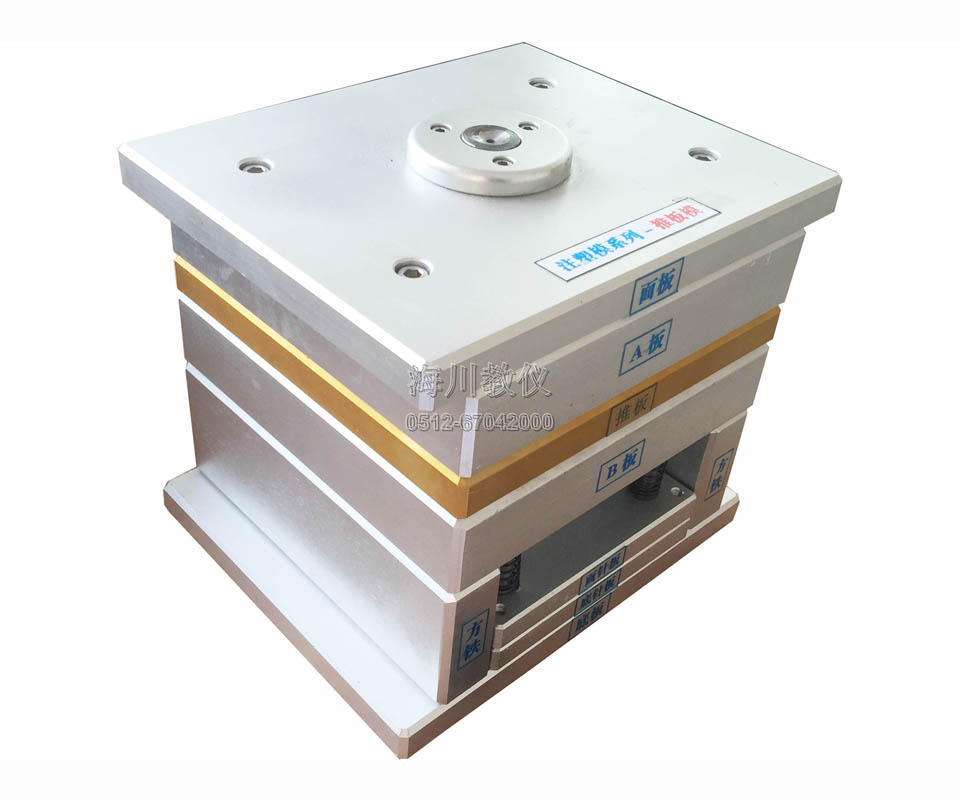
1 | 大水口模 | 200×200mm | 该模具成型塑件表面有进胶口位置,允许修剪,且单独水口能均匀进胶,如零件后壳。具有顶出面积大,产品质量稳定、效率高,适合大批量生产的塑件,是目前最普通的模具。 |
2 | 小水口模 | 200×200mm | 该模具成型塑件体积大,表面光泽度高,需多处均匀进胶。具有顶出面积大,浇口痕迹小,产品质量稳定、效率高,水口同塑件自动分离等优点,适合大批量生产的塑件。 |
3 | 推板模 | 200×200mm | 对于一些深腔或薄壁的塑件,如壳体、容器和筒形塑件以及一些型腔形状复杂的塑件,不允许有顶杆顶出痕迹,且防止塑件变形,可采用推板推出产品的形式脱模。 |
4 | 二次顶出模 | 200×200mm | 成型深腔薄壁,内部形状侧边有扣位,且不能使用斜顶结构的塑件,顶出机构按顺序二次推出,结构简单,安全可靠。 |
5 | 斜导柱模 | 200×200mm | 成型抽拔距和抽拔力较小的塑件,是抽芯机构最常用的侧抽芯机构,具有结构简单,加工方便,安全可靠。斜导柱与开模方向成一定的夹角,在开模力的作用下,斜导柱与滑块料孔做相对运动,从而完成侧抽芯动作。 |
6 | 哈夫模 | 200×200mm | 运用于侧成型面积大,侧孔或侧凹胶位较浅且抽拔距较小的塑件,(如车仔模、外螺纹模)结构紧凑,强度和刚性较好,抽拔力大。 |
7 | 斜顶模 | 200×200mm | 成型内侧有凹凸的塑件,加工简单,结构紧凑、可靠,斜推杆与导向槽配合,当顶针板垂直运动时斜推杆在导向槽的作用下做相对角度的运动,从而完成侧抽芯动作。 |
8 | 前模行位模 | 200×200mm | 定模需设置抽芯机构,对外观需要求高的塑件,结构紧凑,强度和刚性较好,在模具中被广泛应用。 |
9 | 后模行位模 | 200×200mm | 适合于内部有凸凹槽,体积较小的塑件。后模设置抽芯机构,成型抽拔力不大,模具结构简单,造价低,运转周期短,在小型模具中被广泛应用。 |
10 | 旋转螺纹模 | 200×200mm | 成型硬质材料带螺纹的塑件,通过旋转方式将螺纹型芯抽出,注射周期短,效率高,适合大批量生产的塑件。 |
11 | 热流道模 | 200×200mm | 在模内流道的附近或中心设有加热结构,使用流道中的塑料维持熔融状态,实现无水口废料加工,自动化程度高,可做到无人管理,总件效率高。适应批量大,精度高的塑件。 |
12 | 弯管模(特殊类) | 200×200mm | 适用于弯管圆弧内抽芯的塑件。模具B板上设置将直线运动转换为圆周边运动的结构,从而达到圆弧抽芯的目的。 |
13 | 潜水口模 | 200×200mm | 对于表面要求无浇口痕迹的产品,模具浇口设置在制品的侧面,端面,背面等地方,不仅可以自动切断浇口还可将双分型面模具的结构简化成单分型面的模具结构。 |
14 | 后模斜抽芯模(特殊类) | 200×200mm | 模具采用定模板拉钩摆杆式顺序分型机构,利用推杆推出制品,使其完成侧向抽芯,适合于内侧有斜凹形状的塑料制品。 |
15 | 顶杆先复位模 | 200×200mm | 当测抽芯与推杆出现干涉现象时,或者放置镶件没有合适位置时,通过顶杆使顶出系统提前复位,适合于侧边有凹槽的塑料制品。 |
16 | 爆炸型芯模(特殊类) | 200×200mm | 合模时镶件沿圆形型芯上的斜导向槽移动,使圆形型芯的的外围达到闭合状态。此模具适合于圆形且圆形内部有凹槽的塑胶制品 |
17 | 大行位藏小行位模(特殊类) | 200×200mm | 开模时斜导柱带动大行位内的小行位先形移动,待小行位与胶位分离后,再移动大行位,适合于侧边形状突出,有较深的凹槽且胶位太薄的塑料制品。 |
18 | 后模进胶倒装模(特殊类) | 200×200mm | 模具后模部分置于前模位置,由后模方向进胶,并由固定于前模上的拉杆拉动顶针板顶出产品,适合于成型时表面有附属镶件且较大体积的塑料制品。 |
19 | 双色模(特殊类) | 200×200mm | 模具由一套后模和两套前模组成,一套前模和共用后模注塑出制品后,再将制品套在共用后模型芯上,用另一套前模和共用后模注塑成型制品表面上不同颜色的胶位。 |
上一篇:教学型透明注塑成型机

请加微信